当社の保有技術
鋼管溶接部超音波検査技術
1. 鋼管溶接部超音波検査装置とは
鋼管溶接部超音波検査装置は、超音波を用いて自動でガス管溶接内部を3次元として可視化でき、溶接部の健全性を容易に確認できる装置です。

2. 目的
当社では、ガス導管を溶接で接合する場合、その溶接部の検査は放射線透過試験(X線検査)等により行っています。この放射線透過試験の実施には公的資格が必要であり、的確な検査を行うには長年の経験も求められます。
そのため、特別な資格や経験を必要とせず、誰でも簡易に溶接部の検査が実施できる検査装置を開発しました。
3. 概要
検査原理
溶接内部のキズ情報を得るために、本装置は超音波開口合成法を採用しています。数千波形のデータを高速演算処理にて合成することで鮮明な画像としてアウトプットできます。
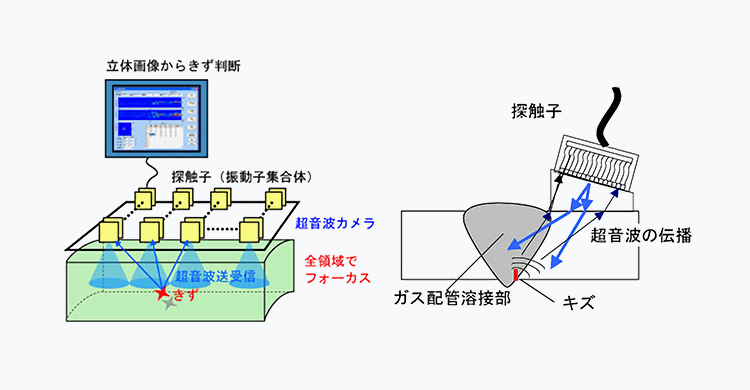
【開口合成法】
マトリクス状に配列された各振動子から超音波を送信し、全ての振動子で受信する工程を、全ての振動子で繰り返し、受信波形を合成し画像化する。振動子の位置差も計算処理され、高速で立体的探傷が実施できる。
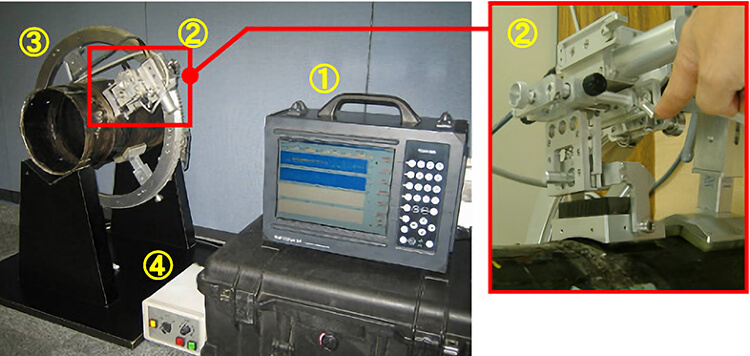
システム構成
- 超音波探傷装置((株)東芝製 MatrixeyeTM(当社でプログラム独自開発))
- 超音波斜角探触子(8×8振動子集合体)
- 配管用ガイドレール
- 自動制御コントローラー
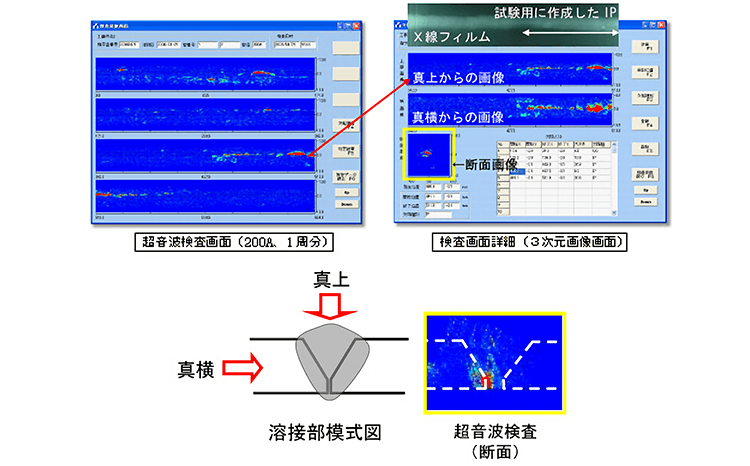
検査結果画面
装置仕様
| 適用口径 | 200A(管肉厚5.8mm)、300A(管肉厚6.9mm) |
|---|---|
| 検査対象 | 円周溶接部の溶込み不足(IP) |
| 検査時間 | セッティング~検査終了まで:20分以内 |
| 運用方法 | 自主検査の範囲で適用 |
| 検 査 者 | 当社員1名による実施 |
| 装置重量 | 超音波探傷装置:8kg 自動制御コントローラー:2kg 配管用ガイドレール:7kg |
4. 特長
- 外観検査では発見できない溶け込み不足を検査できます。
- 品質判定に高度な技能やノウハウは不要です。
- 装置のセッティングも簡易にでき、検査データを自動収集できます。
- 取得した検査データを電子データで保管・管理できます。