

新型BOG再液化設備「MiReLiS」
「知多緑浜工場へのBOG直接再液化設備の導入による省エネルギーの取り組み 」に関して、2017年度(平成29年度)の省エネ大賞[省エネ事例部門]にて、「経済産業大臣賞(支援・サービス分野)」を受賞しました。
1. はじめに
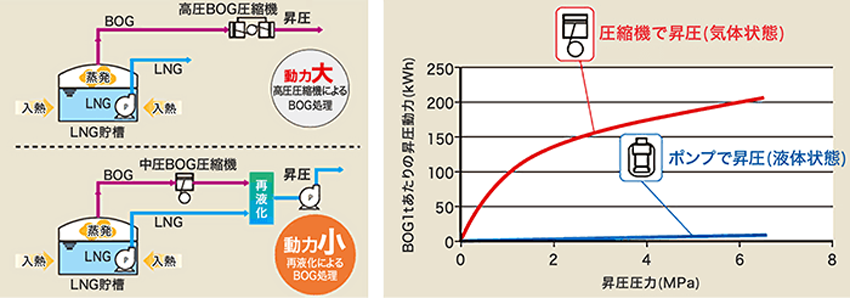
LNGは約-160℃の液体であり、貯蔵中に外部からの入熱によりボイルオフガス(BOG)が発生します。 このため、LNGタンクの圧力を一定に維持するためには適宜BOGの排出処理が必要になります。
従来、BOG処理は、気体のまま圧縮機で昇圧して送出する方法が一般的ですが、省電力の観点から近年、冷却して再液化するニーズが高まっています。BOGを冷却して再液化する場合、動力を大幅に削減できるメリットがありますが、設備が複雑になり、コストが高いこと、設置スペースが広いこと等の課題がありました。
今回、これらの課題を解決するBOG再液化設備を開発し、実用化しました。
2. 開発の概要
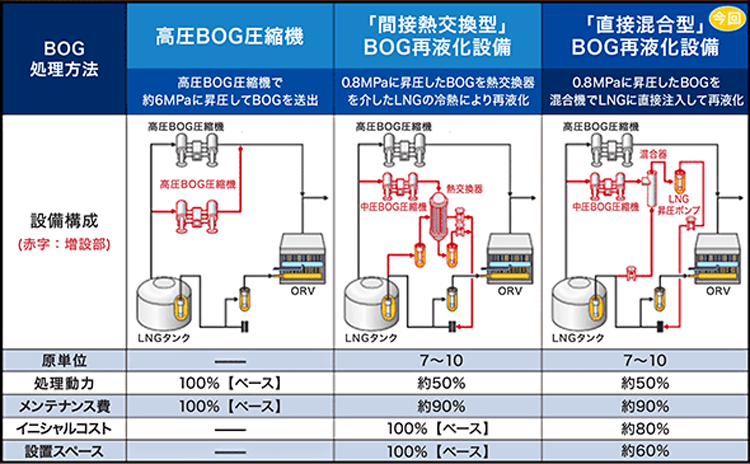
現在、国内で稼働しているBOG再液化設備は、熱交換器を介してBOGを冷却する「間接熱交換型」が採用されています。この熱交換器を用いる方式では、イニシャルコストが高いこと、設置スペースが広いこと、BOG中の窒素含有量が多い場合に全量液化が難しいことなどが課題となっています。
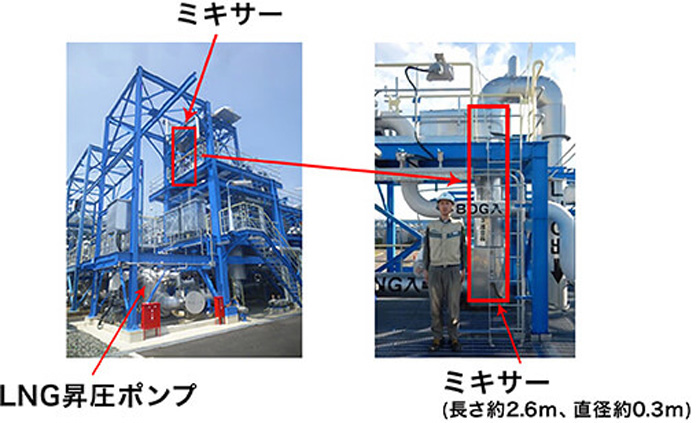
今回、BOGを液化昇圧処理する設備において、独自のミキサーを用いて常温のBOGを極低温のLNGに直接注入・液化する設備「MiReLiS (Mixing Re-Liquefaction System)」をJFEエンジニアリングと共同開発しました。
この方式では、従来必要であった熱交換器は不要となり、建設コストやメンテナンスコストを削減でき、設備設置スペースも小さくすることが可能となりました。
3. 開発の効果
「MiReLiS」の採用により、次のような効果が得られています。
(1)低コスト/省スペース化
従来型の間接熱交換型BOG再液化設備と比較して、コンパクトなミキサーを採用、昇圧用LNGポンプが2台から1台になった効果により、低コスト/省スペースを実現しました(下表参照)。
(2)省エネルギー
知多緑浜工場における従来のBOG処理は、高圧圧縮機によってガスのまま昇圧し高圧ガス配管へ送出する方法でした。BOG再液化設備の導入によって処理動力が削減され、同じ配管へ送出するためのBOG 1ton当たり処理動力が50%以上削減されました。
(3)高濃度窒素のBOG再液化処理が可能
LNG船からLNG受入直後は、BOG中の窒素濃度が高くなり、約20%まで窒素濃度が上昇することがあります。その際、従来型では、BOGの再液化が困難となり、高圧BOG圧縮機を使用してBOGを処理する必要がありましたが、新型では窒素濃度20%以上のBOGでも再液化処理が可能になりました。
4. 実用機の仕様
2016年に実用初号機を東邦ガス知多緑浜工場に建設し、従来方式と比較して低コスト/省スペースを図った上で優れた運用性を実現しています。
<「MiReLiS」初号機の仕様>
| 項 目 | 仕 様 |
|---|---|
| 型式 | 直接混合型BOG再液化設備 |
| 設計圧力 | 2.20MPa |
| 運転圧力 | 0.66~0.80MPaG |
| BOG処理容量 | 5~40℃、14ton/h以下 |
| LNG供給条件 | -154℃以下、140ton/h以下 |
| 主要配管口径 | BOG:10B、LNG&混合後:8B |
5. おわりに
今回開発し、導入したBOG再液化設備の有効活用をとおして、LNG基地運用の一層の効率化を図るとともに、BOG再液化設備の普及促進に寄与することで、環境負荷の低減に貢献していきたいと考えます。